水導激光如何實現"切斷即完成":零熱影響·無毛刺·無錐度的三重邏輯
發布日期:2026-06-10 10:28 ????瀏覽量:
激光切割已經是工業加工領域再熟悉不過的技術��。從汽車鈑金到醫療支架,高能激光束"一劃而過"的方式已被沿用數十年����。但在航空葉片�����、碳化硅晶圓、藍寶石基板這類對精度極其苛刻的場景中�,傳統激光切割卻頻頻"卡殼"——熱影響區造成的微裂紋��、重鑄層與殘留應力,往往逼著工程師在切割完成后再安排一道甚至數道后處理工序�����。這條漫長的后處理鏈��,正是水導激光試圖徹底打斷的"舊秩序"����。
一�、水導激光
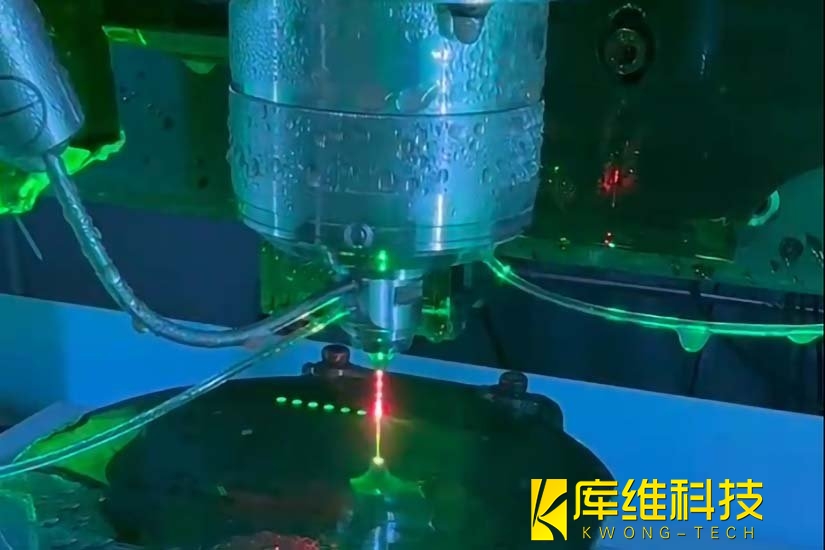
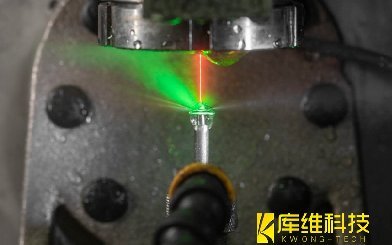
水導激光又叫激光微射流,原理并不復雜:將高能脈沖激光耦合進直徑僅30-80微米(約一根頭發絲粗細)的高壓水射流中����。水射流如同"液態光纖"���,通過全反射引導激光傳輸至工件表面����,實現材料消融��。水流同時承擔兩個關鍵角色——導光介質和即時冷卻劑。
這一"光水融合"的巧妙設計,帶來了三個決定性優勢���,讓"切斷即完成"不再是奢望:
-
近乎零熱影響:高壓水流在脈沖間隙瞬間冷卻加工區,熱影響區控制在5微米以內,材料性能不退化����、不退火����、無微裂紋。碳纖維復合材料加工中����,熱影響區比傳統激光減少90%以上���。
-
無渣無毛刺:水射流在切割同時沖走熔融碎屑���,切口光滑干凈��,無需后續打磨拋光。粗糙度Ra可低至0.1-0.5微米�,對醫療器械和精密流體通道尤為關鍵�。
-
無錐度垂直切割:傳統激光因光束發散產生"V型槽"���,而水導激光的圓柱狀水束使激光平行輸出�����,切口垂直����、深寬比可達100:1以上��,最深加工厚度可達40mm SiC。
二�、為什么是"下一個競技場"���?
"切斷即完成"不是一句營銷口號���,而是精密加工從"多工序串聯"向"一次成型"的價值躍遷���。水導激光正在成為激光切割行業下一個競技場��,有三重邏輯支撐:
-
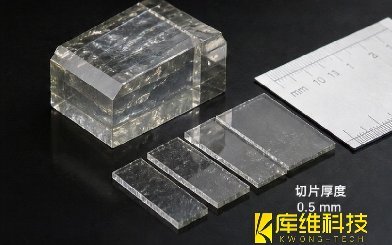
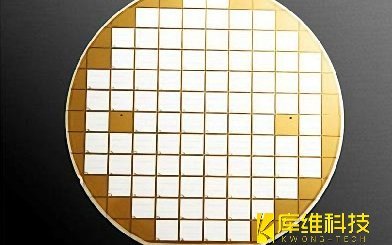
下游需求在倒逼: 碳化硅晶圓、CVD金剛石、陶瓷基復合材料(CMC)、高溫合金——這些新一代材料對加工質量的要求遠超傳統激光能力邊界����。以SiC晶圓劃片為例�,傳統砂輪鋸切崩邊率居高不下���,干式激光熱損傷難以接受�,而水導激光劃片良率已突破99%。當材料端在升級,加工端沒有選擇余地��。
-
后處理成本正在被重新審視:一臺傳統激光切割設備或許便宜�,但加上去毛刺、清洗、退火等后處理工序的設備投入、人工和時間,總擁有成本并不低。水導激光"切完即用"的特性�,在醫療器械���、半導體等潔凈生產場景中�����,省下的不只是工序,更是良率損失和時間成本����。
-
全球競爭格局正在重塑:瑞士Synova自1993年發明水導激光技術以來長期占據技術制高點��,但近年來國產力量加速追趕——庫維科技完成了水導激光加工技術和裝備的國產化����;中科煜宸與福旭智能聯手建成國內規模最大的水導激光加工基地,部署設備近百臺�����;華工激光與Synova成立合資公司���。據行業數據���,2025年中國水導激光設備市場規模達12.8億元���,同比增長23.1%,遠超傳統激光設備增速����。德國通快也已入局����,在蘇州設立水導激光應用實驗室�����。技術���、資本��、市場需求三方共振,競爭窗口已經打開。
水導激光不會取代所有切割方式——它不追求通用�����,而是在傳統工藝"切不動����、切不好�����、切完還要磨"的領域��,提供一種全新的選擇。在中厚板切割����、大功率切割等場景中�,它也無法取代成熟的光纖激光切割方案��。
當加工精度從毫米級熱影響走向亞微米級冷加工���,競爭的維度已經變了�。下一個競技場��,比的不是誰功率更大���,而是誰切得更"干凈"��。
相關文章

微電子行業常見的零件加工技術都有哪些��?

面向氫能儲運的壓力容器激光焊接解決方案
水導激光加工案例之HPHT金剛石晶體切片

水導激光加工案例之鉬棒加工:突破難加工材料的微特征瓶頸

激光切割機穿孔炸透鏡�����?根源竟是空壓機積水
水導激光加工案例之半導體硅晶圓切割

氧化鋁基板切割工藝全解:從材料特性到切割方案選擇
水導激光加工單晶金剛石時,如何選擇最適合的激光參數組合?

切割自動化常見故障排查與解決方案