水導激光加工案例之鉬棒加工:突破難加工材料的微特征瓶頸
發布日期:2026-05-28 10:33 ????瀏覽量:
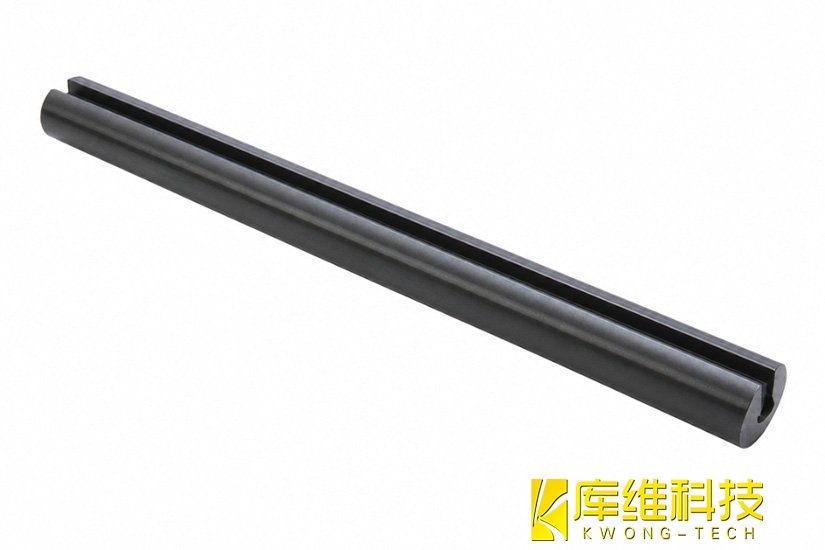
一根總長僅11.7mm的鉬棒,身上要開一條寬0.3mm的通槽�,打一個φ1mm的內孔——槽寬公差僅0.05mm�,孔徑公差0.05mm��,表面粗糙度要求Ra 1.6�����,垂直度0.02mm。
一�、傳統鉬棒加工工藝
鉬的熔點高達2623℃�,硬度高�、室溫脆性大,是典型的難加工材料�。傳統工藝面對這類微特征零件各有軟肋:
-
機械加工:刀具磨損極快���,切削力易導致鉬棒脆性崩裂�����,0.3mm窄槽幾乎無從下刀�。
-
電火花加工(EDM) :雖可加工窄槽,但表面會留重鑄層和微裂紋��,且鉬的導電性使放電間隙難以精確控制�����,精度難以滿足CTQ級公差�。
-
傳統激光切割:高溫瞬間汽化材料,熱影響區大��,切口產生錐度���,窄槽壁面質量差���;鉬在高溫下極易氧化�,切縫邊緣發黑變脆。
二���、水導激光方案
水導激光技術的核心,是將激光束耦合進直徑僅數十微米的高壓水射流中���。水射流如同一根"液體光纖",通過全反射將激光能量傳導至工件表面���。加工過程中,水射流同時承擔三重角色:傳導激光�、實時冷卻���、沖刷排屑�����。
針對這根鉬棒的具體加工方案:
通槽加工——水射流直徑可小至25-50μm,遠小于0.3mm的槽寬要求����。激光沿預設路徑逐層掃描切割,水射流同步冷卻切縫并帶走熔融物。由于激光在水柱中呈平頂能量分布��,切縫兩側壁面平行�、無錐度,這是傳統激光無法做到的。
內孔加工——水導激光的工作距離長(>100mm),無需頻繁聚焦�,適合在鉬棒端面進行鉆孔�。水膜隔絕空氣�,有效防止鉬在高溫下的氧化,孔壁干凈無重鑄層。
鋸齒紋與倒角——LMJ的3軸聯動系統可靈活走位����,完成柱身中部鋸齒狀紋理的雕刻和槽口C0.1倒角�����,一道工序多種特征,無需換裝。
三、加工結果
水導激光加工鉬材的核心優勢在實際結果中體現明確:
-
熱影響區縮小至傳統激光的1/5以下,避免了微裂紋和材料性能退化�����;
-
加工精度達±10μm���,滿足槽寬0.3 +0.02/-0.03mm����、孔徑φ1 0/-0.05mm的CTQ公差要求;
-
切縫壁面近乎垂直(>89°)�����,平行切壁保證通槽尺寸一致性����;
-
表面粗糙度Ra<0.5μm,優于圖紙要求的Ra 1.6,省去后續研磨工序;
-
無氧化、無毛刺�,水膜隔絕使切面呈"白切"狀態��,無需酸洗去氧化層�;
-
水導激光的非接觸特性完全避免了機械應力,鉬棒的室溫脆性不再是加工障礙——不必擔心切削力導致的崩裂和變形�����。
這根鉬棒只是一個縮影����,在半導體、航空航天�、核能等領域�,傳統工藝在"微特征"和"難加工材料"的雙重約束下越來越力不從心,而水導激光恰好在這兩個維度上同時給出了解法——以水冷卻解決熱損傷��,以水導光解決精度和錐度�����,以水排屑解決表面質量��。
相關文章

激光切割機穿孔炸透鏡?根源竟是空壓機積水
水導激光加工案例之半導體硅晶圓切割

氧化鋁基板切割工藝全解:從材料特性到切割方案選擇
水導激光加工單晶金剛石時��,如何選擇最適合的激光參數組合�����?

切割自動化常見故障排查與解決方案

水導激光加工案例之單晶金剛石(SCD)刀具加工

不同梯度的金屬材料�����,該如何選擇切割技術?

解密水導激光精密加工:水束光纖的傳導與聚焦機制

水導激光精密加工:晶圓吸附盤外延架微結構加工案例