氧化鋁(Al?O?)陶瓷基板是電子封裝領域的"骨骼",功率模塊、IGBT、5G濾波器都離不開它。但這塊"骨頭"硬得離譜,脆得要命,切它就像在玻璃上刻花,稍不留神就崩邊開裂。本文從材料本質出發,拆解三大主流切割方案的適用邊界。
一、Al?O?材料特性:硬度與脆性的雙重夾擊
氧化鋁的"難搞",根子在晶體結構。α-Al?O?為六方緊密堆積,鋁氧鍵能超1000 kJ/mol,共價鍵與離子鍵混合賦予它極端力學特征:
-
硬度驚人:維氏硬度1600-2200 HV,莫氏硬度9級,普通刀具根本啃不動
-
脆性致命:斷裂韌性僅3-5 MPa·m¹/²,不到金屬1/10,應力超臨界即崩邊碎裂
-
導熱有限:熱導率25-33 W/(m·K),局部溫升引發熱應力加劇開裂
一句話:硬度讓你切不動,脆性讓你切不好,低導熱讓你切著切著就裂了。
二、三大切割方案對比
1、金剛石劃片刀
高速旋轉金剛石刀輪(30000-60000 rpm)磨削去除材料。精度±50-100 μm,切縫25-35 μm,崩邊需控在10 μm內。設備40-90萬元,刀輪壽命50-100 km,運行成本低。
適合場景:薄板(≤1 mm)直線大批量生產。
短板:只切直線,機械接觸容易產生崩邊,隨著切割深度增加,側向應力會導致厚板切割效率暴跌,刀具磨損致精度衰減。
2、磨料水射流
高壓水流混磨料高速沖擊侵蝕材料。精度±100 μm,可切10 mm以上陶瓷,表面粗糙度Ra 6.3-12.5 μm。運行成本135-238元/小時(磨料+噴嘴損耗),是三者最高。
適合場景:厚板粗加工、異形件。
短板:切口寬、精度低、磨料嵌入切面影響潔凈度、運行成本吃利潤,不太適合微小電子基板的精細化作業。
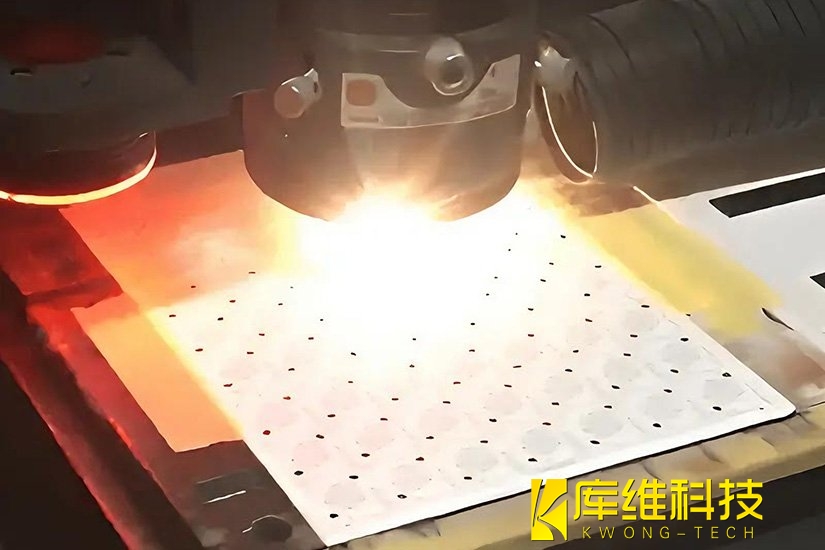
3、激光切割
聚焦激光局部熔融/氣化材料。紫外/皮秒激光精度達±5 μm,熱影響區<10 μm,光纖激光切割3 mm厚Al?O?速度80-120 mm/s。設備國產80-200萬/進口250-600萬,運行僅25-28元/小時。
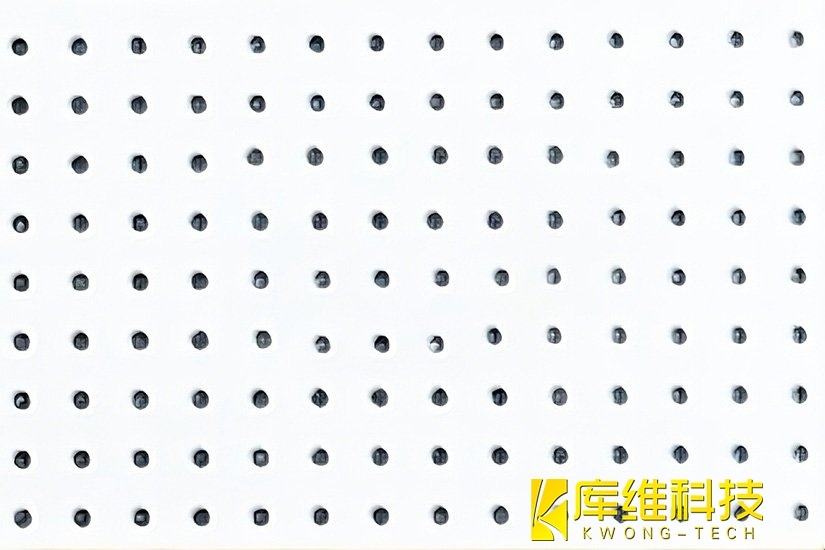
適合場景:薄板精密加工、微孔陣列、復雜異形。
短板:厚板(>5 mm)熱應力易開裂,設備初始投資高。
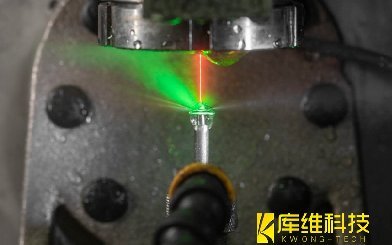
4、水導激光
水導激光將激光束耦合進高壓水柱(直徑30-80 μm,流速200 m/s),水流同時充當光導和冷卻介質:熱影響區壓縮至2-5 μm,錐度角僅0.2°-0.4°(傳統激光>2°),水流即時沖走熔渣免后處理,可處理>2 mm厚陶瓷。國內已實現100%國產化設備突破,隨著成本下探,在高端電子封裝領域滲透加速。
三、方案選擇建議
|
維度 |
推薦方案 |
理由 |
|
基板 ≤1 mm |
激光切割 |
精度最高,熱影響可控 |
|
基板 1-3 mm |
激光/劃片刀 |
視精度要求取舍 |
|
基板 >3 mm |
水射流/水導激光 |
激光熱應力風險大 |
|
精度 ≤±10 μm |
激光切割 |
劃片刀和水射流無法企及 |
|
精度 ±50-100 μm |
金剛石劃片刀 |
成本優勢明顯 |
|
大批量直線 |
金剛石劃片刀 |
效率高、耗材低 |
|
復雜異形/微孔 |
激光切割 |
數控柔性加工 |
|
高端封裝低損傷 |
水導激光 |
兼顧精度與零損傷 |
選型口訣:薄而精用激光,厚而粗用水射流,量大線直用劃片刀,零損傷高附加值上水導激光。
陶瓷基板切割走向兩端:微米級超精密和厚板高效加工。單一切割方案越來越難兼顧精度與效率,激光-機械復合加工、在線AOI閉環控制正成為新方向,水導激光作為橫跨精密與低損傷的平衡方案也值得關注。