HPHT合成的單晶金剛石,是功率電子散熱襯底、超精密刀具和量子器件的核心基底材料。但從一塊厚達(dá)數(shù)毫米的HPHT晶體上切出盡量多的薄片——這個(gè)看似簡(jiǎn)單的"切片"工序,長(zhǎng)期是制約良率和成本的瓶頸。
一、水導(dǎo)激光技術(shù)
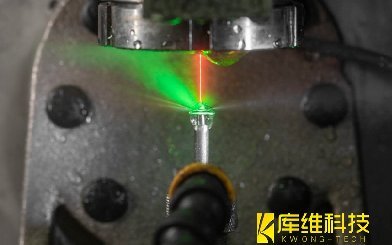
技術(shù)原理:先把水過(guò)濾、去離子、脫氣到超高純度,加壓到約 300 bar,從一個(gè)微米級(jí)寶石噴嘴(常見(jiàn) φ=30~80 μm)噴出,形成一根穩(wěn)定的細(xì)水束。532 nm 綠光脈沖激光被耦合進(jìn)水束入口,在水—空氣界面上發(fā)生全內(nèi)反射,就像光纖傳導(dǎo)光信號(hào)一樣——只不過(guò)這根"光纖"是水做的,直徑只有頭發(fā)絲的一半,卻能一直把光送到工件表面。
關(guān)鍵在于:每一次激光脈沖燒蝕材料的瞬間,緊隨其后的水就在沖刷、冷卻、沖走熔渣。? 它不是先切再冷,而是"邊切邊冷",本質(zhì)上逼近了一種"冷加工"。
二、HPHT金剛石切片實(shí)戰(zhàn)案例實(shí)況
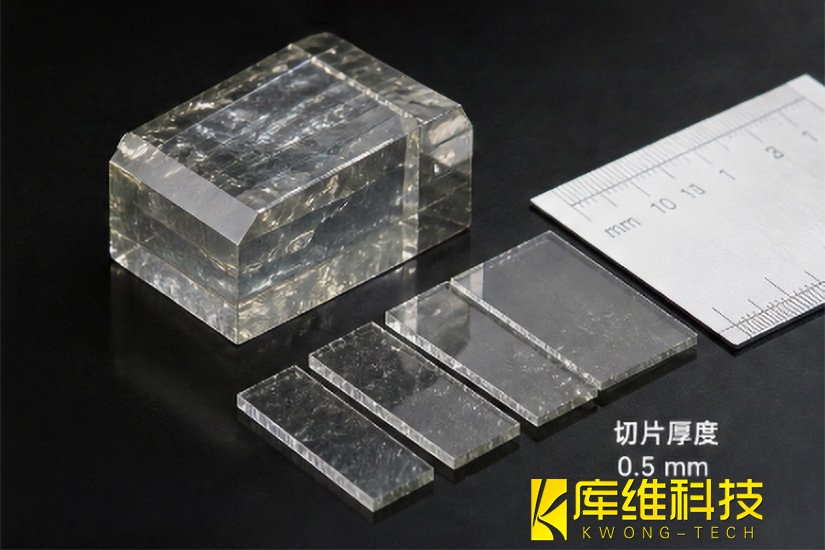
以庫(kù)維科技水導(dǎo)激光系統(tǒng)針對(duì)HPHT金剛石的切片案例為例,一塊尺寸約 33 mm × 25 mm 的HPHT金剛石晶體,目標(biāo)切片厚度0.5 mm。加工團(tuán)隊(duì)采用的典型工藝參數(shù)如下:
激光波長(zhǎng):532 nm(綠光)
激光功率:14–50 W(平均功率)
掃描速度:6–8 mm/s
水射流壓力:300bar
噴嘴直徑:50–80 μm
切縫寬度:80–100 μm
單刀切深:可達(dá)20 mm以上(翻面后累計(jì)40 mm+)
脈沖重復(fù)頻率?:6~20 kHz
在實(shí)際操作中,由于HPHT金剛石內(nèi)部可能存在局部應(yīng)力或雜質(zhì)分布不均,加工團(tuán)隊(duì)通常會(huì)引入多道次掃描策略:每道次去除約150 μm深度,配合"穿透檢測(cè)"自動(dòng)判斷切穿時(shí)刻,避免過(guò)切或欠切。
三、HPHT金剛石加工效果
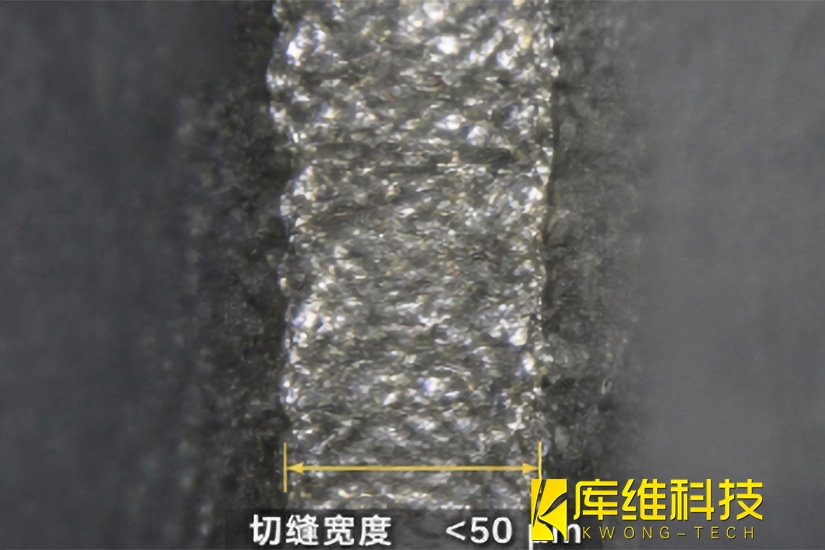
切縫損失:可控制在 <50 μm,相比傳統(tǒng)金剛石鋸片(通常 >200~300 μm)和常規(guī)干激光(>250 μm),材料利用率提升非常可觀。
切面粗糙度:Ra 低至 0.256 μm,切面光滑平整,后續(xù)研磨拋光工作量大幅減少;
平行度與錐度:切口側(cè)壁幾乎無(wú)錐度,可保證切片平行于任意晶向,精度達(dá)±0.1°;
熱影響區(qū):在優(yōu)化參數(shù)下約 4~8 μm,表面僅殘留極薄的石墨化層,經(jīng)簡(jiǎn)單清洗即可去除,內(nèi)部金剛石相完好,拉曼光譜可檢測(cè)到清晰的金剛石特征峰(≈1332 cm?¹)。
四、為什么選水導(dǎo)激光?
對(duì)于HPHT金剛石這類(lèi)"又硬又脆"的超硬材料,水導(dǎo)激光的價(jià)值不僅在于"切得動(dòng)",更在于"切得好、省得多"。圓柱形光束避免了干式激光常見(jiàn)的錐形切口和焦點(diǎn)漂移問(wèn)題;極窄的切縫意味著在貴重金剛石材料上,每切一刀都能省下可觀的原料重量。
據(jù)行業(yè)反饋,部分場(chǎng)景下材料出片率可比傳統(tǒng)方式提升一倍以上。
水導(dǎo)激光切金剛石,技術(shù)含量不在"功率堆得多猛",而在讓光、水和材料三者達(dá)成一個(gè)極其精致的動(dòng)態(tài)平衡,這套平衡一旦調(diào)通,它就成了一把近乎冷態(tài)的、切縫只有發(fā)絲一半寬的微米級(jí)手術(shù)刀。對(duì)HPHT金剛石而言,這意味著:更高的出片率、更少的材料浪費(fèi)、更干凈的切面。

水導(dǎo)激光加工案例之鉬棒加工:突破難加工材料的微特征瓶頸
水導(dǎo)激光加工案例之半導(dǎo)體硅晶圓切割

氧化鋁基板切割工藝全解:從材料特性到切割方案選擇
水導(dǎo)激光加工單晶金剛石時(shí),如何選擇最適合的激光參數(shù)組合?

切割自動(dòng)化常見(jiàn)故障排查與解決方案

水導(dǎo)激光加工案例之單晶金剛石(SCD)刀具加工

不同梯度的金屬材料,該如何選擇切割技術(shù)?

解密水導(dǎo)激光精密加工:水束光纖的傳導(dǎo)與聚焦機(jī)制

水導(dǎo)激光精密加工:晶圓吸附盤(pán)外延架微結(jié)構(gòu)加工案例