微電子行業(yè)對零件加工精度要求極高,特征尺寸已從微米級邁向納米級,表面粗糙度需控制在亞納米范圍。一顆芯片從晶圓到封裝,要經(jīng)歷數(shù)十道精密加工工序。那微電子行業(yè)究竟用哪些技術(shù)來實(shí)現(xiàn)"原子級"精度?
一、精密機(jī)械加工
最基礎(chǔ)的加工手段,包括單點(diǎn)金剛石車削(SPDT)和CNC微切削等。SPDT可實(shí)現(xiàn)亞微米級形狀精度和納米級表面粗糙度,廣泛用于光學(xué)元件和半導(dǎo)體基底加工。但面對SiC、藍(lán)寶石等超硬材料,刀具磨損和崩邊仍是瓶頸。
二、電火花加工(EDM)
通過脈沖放電腐蝕材料,專攻高硬度金屬加工,精度5~10μm,在微電子模具制造中應(yīng)用廣泛。但放電高溫會產(chǎn)生50μm以上熱影響區(qū),且僅限導(dǎo)電材料,電極損耗也增加成本。
三、激光加工
激光加工已進(jìn)化為貫穿芯片前道、中道、后道的全流程核心技術(shù):
-
激光切割/開槽:紫外激光在Low-k晶圓上預(yù)開槽,熱影響區(qū)控制在2μm內(nèi),防止脆性材料剝離。
-
激光隱形切割:激光聚焦于晶圓內(nèi)部誘導(dǎo)改質(zhì)層,擴(kuò)片后沿預(yù)設(shè)路徑自然裂開,零碎屑、無水加工,適合超薄晶圓和MEMS器件。
-
飛秒激光:脈沖寬度飛秒量級,熱影響區(qū)僅50nm,實(shí)現(xiàn)"冷加工",對硬脆材料幾乎無熱損傷,精度0.5~1μm。
-
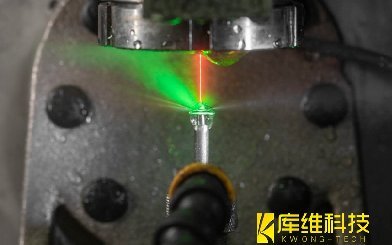
水導(dǎo)激光:高壓水射流引導(dǎo)激光能量,兼具近乎零熱影響、高效排屑和微米級精度,在SiC晶圓支架、醫(yī)用管材等高端零件加工中嶄露頭角。
四、刻蝕技術(shù)
濕法刻蝕用化學(xué)溶液去除材料,成本低、速度快,但各向同性導(dǎo)致側(cè)蝕,難以勝任精細(xì)圖形。干法刻蝕(等離子體刻蝕)中,反應(yīng)離子刻蝕(RIE)結(jié)合物理濺射的各向異性和化學(xué)反應(yīng)的高速率,可加工深寬比超50:1的微結(jié)構(gòu),是先進(jìn)芯片制造的核心工藝。
五、化學(xué)機(jī)械拋光
唯一能實(shí)現(xiàn)全局平坦化的技術(shù),化學(xué)腐蝕與機(jī)械研磨協(xié)同,表面均勻性控制在數(shù)十納米內(nèi)。從互連層銅平坦化到封裝基板精整,CMP貫穿制造多個環(huán)節(jié),其質(zhì)量直接影響后續(xù)光刻精度。
六、光刻
在晶圓表面"畫圖紙",決定芯片集成度上限。從紫外光刻到EUV光刻,最小線寬已推進(jìn)至3nm以下,光刻精度定義了微電子制造的天花板。
七、聚焦離子束
以離子束實(shí)現(xiàn)原子級材料去除,精度0.01~0.05μm,是器件修復(fù)和截面分析的"納米手術(shù)刀"。但速率極低、成本高昂,主要用于實(shí)驗(yàn)室精密修整和失效分析。
八、封裝級精密加工
激光鉆孔在基板上加工微孔(最小150μm),微凸點(diǎn)實(shí)現(xiàn)40μm間距互連,mSAP工藝實(shí)現(xiàn)10μm級線寬。隨著Chiplet和3D封裝興起,封裝級加工精度正向前道看齊。
微電子零件加工技術(shù)構(gòu)成分層協(xié)作的精密體系,沒有哪種技術(shù)能包打天下,真正的競爭力在于根據(jù)材料、精度和成本約束,組合最合適的工藝鏈。

水導(dǎo)激光加工案例之鉬棒加工:突破難加工材料的微特征瓶頸
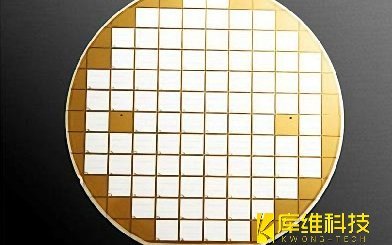
水導(dǎo)激光加工案例之半導(dǎo)體硅晶圓切割

氧化鋁基板切割工藝全解:從材料特性到切割方案選擇
水導(dǎo)激光加工單晶金剛石時,如何選擇最適合的激光參數(shù)組合?

切割自動化常見故障排查與解決方案

水導(dǎo)激光加工案例之單晶金剛石(SCD)刀具加工

不同梯度的金屬材料,該如何選擇切割技術(shù)?

解密水導(dǎo)激光精密加工:水束光纖的傳導(dǎo)與聚焦機(jī)制

水導(dǎo)激光精密加工:晶圓吸附盤外延架微結(jié)構(gòu)加工案例
